段ボール箱の製造工程。素材となるダンボールシートを箱に加工する手順と、注文生産の際のポイントをまとめました


商品カテゴリ
コラム
ダンボールや包装・梱包材料など当社が取り扱う資材にまつわる読み物です







ショッピングカート
-
カートは空です。
当店について

- 名前
- ダンボール・包装資材コンシェルジュ In the Box
ご来店ありがとうございます。
東京都足立区で70年以上、段ボール・梱包資材オーダーメイドのコンシェルジュとして営業しているパッケージアートです。
ネット販売も2006年以来17年以上が経ちました。
このサイトIn the Box(屋号)では、販売サイトとして規格品を前面に出していますが、必要な資材のサイズ・用途・考え方はお客様それぞれ。商品だけでなく知識を販売させていただくという視点で、スタッフ一丸となり魅力的な商品開発とお客様目線にたった説明、接客に取り組んでいます。
普段あまり意識されない梱包材ですが、見ていくとなかなか奥が深いものです。
そんな隠れた面もお伝えしていきますのでどうぞご期待ください。

当店について、詳しくはこちらをご覧ください。
東京都足立区で70年以上、段ボール・梱包資材オーダーメイドのコンシェルジュとして営業しているパッケージアートです。
ネット販売も2006年以来17年以上が経ちました。
このサイトIn the Box(屋号)では、販売サイトとして規格品を前面に出していますが、必要な資材のサイズ・用途・考え方はお客様それぞれ。商品だけでなく知識を販売させていただくという視点で、スタッフ一丸となり魅力的な商品開発とお客様目線にたった説明、接客に取り組んでいます。
普段あまり意識されない梱包材ですが、見ていくとなかなか奥が深いものです。
そんな隠れた面もお伝えしていきますのでどうぞご期待ください。
当店について、詳しくはこちらをご覧ください。
段ボール箱ができるまで
ダンボールの板を箱に加工する手順と
注文生産の際のポイントをまとめました。
注文生産の際のポイントをまとめました。

みかん箱形式の箱ができるまでの工程(流れ)
(Ⅰ) 段ボールシート(原板)原板を切りそろえ、同時に横のけい線を入れます。※1
(Ⅱ) 印刷工程
原板に印刷を入れます。
※無印の箱の場合は、この工程は省略されます。※2
(Ⅲ) 縦のけい線を入れます。※3
(Ⅳ) 縦・横のけい線に合わせて、段ボールに切り込みを入れます。※4
(Ⅴ) 糊しろに糊をつけ、貼り合わせ、箱が出来上がります。※5
ダンボールが箱に加工されるまでの流れを撮りました。
※1 段ボールシート原板を切りそろえ、同時に横のけい線を入れます
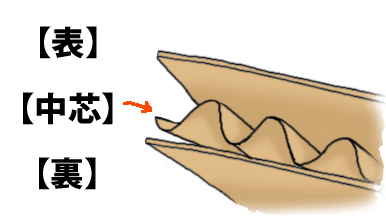
1:ダンボールシートはライナーと呼ばれる表面・波型・裏面の紙の3枚の紙からなるシングル(AF・BF)ダンボールと
表面・波型・中面・波型・裏面の5枚の紙からなるダブル(WF)ダンボールがあります。
2:ダンボールシートの材料はパルプであり紙ですから、
乾燥すればパリパリ(一見すると紙が硬く丈夫になったようにも見える)
してきますし、梅雨時のような湿気のある季節には、しなっと柔らかくなります。
ダンボールシートは、要するに、天候、季節の影響を大きく受けることになります。


※2 印刷工程 原板に印刷を入れます
1:ダンボール印刷の多くは現在、樹脂版を用いて行われています。製箱機(印刷機)の技術の進歩とあいまって、
細かな文字印刷も可能になるなど、印刷の精度は格段に向上しています。
樹脂版は「アドビのイラストレータ」のデータから作られます。
印刷をご希望される場合はご相談ください。


より細かいデザインも作成できます。

2:ダンボールシートと呼ばれるものは、おおむね、
いわゆるダンボール色のダンボールと表面が白いダンボールがあります。
いずれのダンボールも、印刷色は青・黒・紺・緑・赤・茶などの色が使われることが多いのですが、
それには理由があり、それ以外の印刷色ではオフセット印刷などと比べて
紙にインクが吸収されてしまい、きれいに見えない(発色しにくい)からです。
このことが、JANコードの印刷などで黒・紺色を使うことをお勧めする理由でもあります。
※3・4 縦のけい線を入れ、段ボールに切り込みを入れます
1:製造可能な箱の大きさについては、製箱機にかかるダンボールシートの大きさ、箱の「縦・横・高さのバランス」など、箱のサイズの上限下限として
一概に何センチ以上と言えるものではありません。
箱のサイズについては、ご注文の際に必ず担当にご確認いただきますようお願いいたします。
※5 糊しろに糊をつけ、貼り合わせ、箱が出来上がります
1:箱は今では糊しろに糊をつけて貼り合せるグルー仕上げが一般的ですが、小ロットの箱やグルーマシン(グルアー)にかからない箱は、
昔ながらのワイヤー止め(ステッチ止め)が行われます。
箱の機能上では同等と考えています。

ラインを流れながら糊付けしていきます。
2:箱が出来上がると、取扱いや輸送のためにダンボールを5枚束、10枚束
あるいは20枚束に結束する作業が必要となります。
ほとんどの場合、結束する際に商品であるダンボール箱に結束紐が食い込んでしまうなど、
結果的に商品を傷つけることになっているのは、
低コスト生産を志向する合理化されたみかん箱形式の製箱機での現実でもあります。

